Hot Gas APC Markets, Decision Groups and SMUEs
The Hot Gas webinar on November 8 provided a good forum to discuss the impact of
IIoT on the hot gas air pollution control market. This included the role of
subject matter experts and groups to provide the needed Industrial Internet of
Wisdom (IIoW) to empower IIoT. The subject matter expert interacts with a
focused group to then become a subject matter ultra-expert (SMUE). The specific
example was the dry scrubbing systems as two NAES plants.
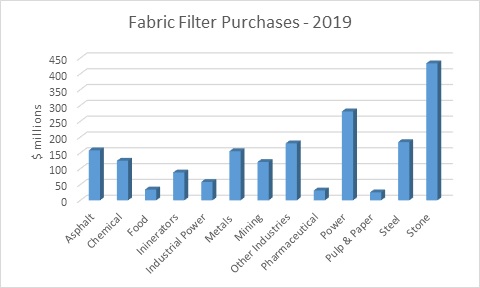
Bob McIlvaine provided a market forecast for hot gas air pollution control the
second speaker was Peter Spinney who made some important points relative to
combustion optimization software based on decades of experience and as a founder
of NEUCO which is now part of GE. These
systems can achieve:
.
Boiler
efficiency increase of 0.5-0.75%
.
CO controlled to desired limit
.
Better ramping and load-following performance
.
Reduced opacity excursions
.
Avoided tail-chasing behavior
.
Better adherence to fan and mill amp limits
.
Improved situational awareness and process insight
NOx control optimization software can
.
Reduce Reagent Usage
.
Lengthen Maintenance Intervals
.
Avoid Ammonia Slip
.
Reduce risk of Ammonium Bisulfate & Sulfur Trioxide deposits
.
Control "Blue-Plume" Opacity Excursions
.
Tighter, condition-based gas temperature control
.
Better Manage System Interactions
Peter is by all criteria a subject matter expert on solid fuel combustion
optimization. If an international decisions group on this subject is formed and
Peter is an active participant, he will become a subject matter ultra-expert.
Another individual of equal stature in the webinar Wednesday was Richard
Thompson of FERCo. In McIlvaine Coal-fired Decisions, there are 28
articles covering FERCo presentations including several on
In Situ Determination of Catalyst Activity,
which will be an important tool in remote monitoring and participation by the
catalyst suppliers.
Relative to combustion optimization FERCo
So if both Peter and Richard participate in the group designated CD 15 below,
they would both contribute and receive insights.
Jeff DeNigris of Malvern discussed the use of their Insitec
particle analyzer system to determine the sorbent size after grinding. It is
economical to buy granular trona and then to mill it on site. The particle
size is critical to SO2 capture. The online analyzer provides key
information to the remote O&M operator. Other uses include activated carbon for
mercury capture.
He also briefly discussed automated measurement of charge neutralization
potential for flocculation in scrubber wastewater treatment. So Malvern is
involved in both the slurry measurement (M2) and free flowing solids measurement
(M3).
Crane Fluid Handling
was also a participant. Two webinar blogs were excerpted to show insights on
slurry valves and pumps. Jake Spence of Crane analyzed designs.
"Another important part of a slurry pump is its casing, which handles all of the
pressure. Slurry pump casings should have larger gaps between the impeller and
the cutwater tongue to reduce wear and to prevent large solid particles from
getting stuck. Because of the additional space, there is more recirculation
inside a slurry pump casing under various operating conditions. Again, this
accelerates wear compared to a typical water pump."
Blogs should be interconnected to groups. In this case it would be a slurry pump
group CD 17. This would also include input from the mining and dredging
industries. McIlvaine has recent TCO comparisons of slurry pumps used in
dredging and mining because larger slower impellers are more expensive but have
less abrasion. Alternatively thicker casings mean longer life.
The final speaker was Stewart Nicholson of Primex. He discussed
the need to separate process decisions from operation and maintenance. In an
organization operating a number of dry scrubbers such as NAES, the
decoupling of process decisions and the utilization of Primex experts to
coordinate them allows NAES to move its operation and maintenance personnel from
plant to plant depending on demand and the price of fuels. One of two coal-fired
power plants may be down but the gas turbine plant operating 24/7 if the gas
price is low. Primex is working toward becoming the process management supplier
for the range of processes within both solid fuel and gas-fired power plants.
Relative to dry scrubbers, Primex has become an SMUE by founding a group of dry
scrubber users (DSUA) and then continuing to participate in this group. NAES has
achieved large reductions in operating costs with the following activities from
Primex and the remote monitoring system based on OSIsoft software. The big
feature of the process management is facilitating action and achieving results.
Primex provides weekly, monthly, and quarterly interactions with the plants.
Weekly
.
Interprets Data to assess Critical System Parameters
.
Provide "First Layer" Diagnosis & Troubleshooting
Monthly
.
Report & Interpret Key Performance Indicators
.
Identify Safety/Reliability/Efficiency Opportunities
.
Recommend & Facilitate Actions
Quarterly
.
Facilitate Onsite Team Meeting
.
Brainstorm & Discuss New Opportunities
.
Update Strategy & Action Plan
The achievement by Primex is noteworthy. Two days of presentations by end users
at the DSUA conference provided convincing testimony to the program value. The
question is now to duplicate this on a large scale.
A decisions group on dry scrubbing can work with DSUA and provide an
international presence. If the group also creates a decision system and conducts
regular webinars, it will be valuable to dry scrubber user 10,000 miles away as
well as to one within easy travel distance.
IIoW is going to require significant expenditure and innovative thinking to be
fully successful. IIoW also will require investment and innovation. It is
unclear who should fund the groups and how the groups should be organized.
There will be a large number of groups needed to create IIoW. Here are just some
of the ones relevant to dry scrubbing. The names in red represent speakers or
contributors to the discussion. The numbers in green represent subject
areas where decision groups and subject matter ultra- experts are needed.
|
Interconnection of
Organizations, SMUEs and
Decision Groups - Dry Scrubbing
example |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Process SMUE |
Primex |
|
|
|
||
|
|
|
|
|
|
Dave |
Jankura |
|
|
|
|
|
|
|
|
|
Emerson |
|
|
|
|
|
Ams |
|
Data
Analytics |
XlMR |
CD 12 |
|
Process Management |
CD
13 |
|
Combustion
Optimization |
Spinney |
||
|
|
|
|
|
CD14 |
|
|
|
|
CD15 |
Ferco |
|
|
|
|
|
Control |
Rockwell |
|
|
|
|
|
|
|
|
|
|
Dry Scrubbers |
SD
1 |
|
|
|
|
|
|
|
|
|
ID 1 |
ID
2 |
ID
3 |
ID
4 |
|
|
|
|
|
|
|
|
|
Systems
GE, B&W |
SD 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Spray Drier
GE, B&W |
CD
1 |
|
Fabric filter
GE, B&W |
CD
5 |
|
Flow |
|
|||
|
|
Bete |
|
|
|
|
|
|
CD9 |
CD10 |
CD11 |
|
Nozzles |
Spraying
Systems |
CD
2 |
|
Bags
FLS |
CD
6 |
|
Fans
|
Pumps |
Valves |
|
|
Atomizer |
GEA |
CD
3 |
|
|
|
|
|
CD16
Howden |
CD17
Crane
|
Fujikin
Crane
Samson |
|
|
|
|
|
Media
Lydall |
CD
7 |
|
Measure |
Weir |
CD 18 |
|
|
Lime |
Lhoist |
CD
4 |
|
|
|
|
|
M1 |
M2 |
M3 |
|
|
Novinda |
|
|
Fibers
Evonik |
CD
8 |
|
Promecon |
Malvern |
Malvern
FERco |
|
Subject matter experts become subject matter ultra-experts (SMUEs) based on
maximum utilization of the decision insights created by the group. There are
100s of subject areas which warrant decision groups and SMUES. They all should
interconnect with each other.
|
Decision Groups and Subject Matter
Ultra-Experts |
|||
|
Title |
Description |
Title |
Description |
|
CD 1 |
Spray driers, DSI, CFB |
CD12 |
Data analytics |
|
CD2 |
Slurry nozzles |
CD13 |
Process Management systems |
|
CD3 |
Atomizers for food, environmental |
CD14 |
System control components |
|
CD4 |
Calcium reagent decisions |
CD15 |
Combustion optimization systems |
|
CD5 |
Hot gas fabric filters (RA, pulse jet) |
CD16 |
Hot gas fans |
|
CD6 |
Hot gas filter bags |
CD17 |
Slurry Pumps |
|
CD7 |
Hot gas filter media |
CD18 |
Slurry valves |
|
CD8 |
High temperature fibers /resins |
ID1 |
Coal fired power plant decisions |
|
CD 9 |
Hot gas fans |
Id2 |
Waste to energy plant Decisions |
|
CD10 |
Surry pumps |
ID3 |
Biomass boiler Decisions |
|
CD11 |
Surry valves |
ID4 |
Coke Manufacturing Decisions |
|
SD1 |
Dry Scrubber systems |
SD2 |
Hot gas APC systems |
|
M1 |
Hot Gas measurement and control |
M2 |
Surry Liquid measurement and control |
|
M3 |
Free Flowing Solids Measurement |
|
|
The process SMUEs (ID 1-4) will need to extract the wisdom from all the decision
groups. So the solution to the valve sticking problems in dry scrubber systems
in coke manufacturing plants created by groups M1 and CD18 needs to be
communicated to the process SMUE in group ID4.
We look forward to your comments and suggestions in this unique effort.
You can view the webinar at:
https://youtu.be/qMPMyXWgO98
The full set of power points will be included in
44I Coal Fired Power Plant Decisions
N031 Industrial IOT and Remote O&M
Surry Valves can be one of many valve decision guides
One of the decision groups is for slurry valves. Fujikin lime slurry
valves have been a concern and focus for improved maintenance. The SMUE is
working with the component suppliers for better valve and bag designs.
Primex has redesigned bags due to unique process problems and then licensed the
design to FLS, a major bag supplier.
Mcilvaine contends that the system is flawed when the SMUE has to redesign a
component. (We have an interview with Shell on this subject in our Valve
Insights) The better answer is a decision group on bags and one on slurry
valves. Valve suppliers already have experience with lime and limestone
slurries in other industries besides power. Here is a Crane flow sheet on
limestone slurries in a nickel plant.

A decision group benefiting from the range of slurry experience would be the
best approach to the spray drier lime slurry valve problem.
High Performance Valves Role in IIoT and Remote Monitoring
If general purpose valves are the foot soldiers of IIoT then high performance
valves belong in the armoured division. Their performance is much more
critical to the outcome of the battle to improve plant performance. IIoT
promises to revolutionize industry but only if it is accompanied by IIoW
(Industrial Internet of Wisdom). Decisive classification of high performance
valve applications, valve designs, and materials is critical to IIoT success.
High performance valves are defined and the program is explained at High
Performance Valve Classification Program
Background articles and presentations are found in the Mcilvaine Global Decision
Orchard under High
Performance Valve.
If you prefer to view by company, application or process click on Full
Display
Specific Initiatives
Four Severe Service Valve Decisive Classification Analyses are presently being
assembled. We invite contributions for any of them. Please send your comments
to Bob Mcilvaine at rmcilvaine@mcilvainecompany.com
Choke Valves in Oil and Gas
The choke valve market ranges between $250 million and $400 million per year
depending on the definition and where we are in the oil and gas cycle. A
significant portion of choke valve sales are to oil and gas companies. The
definition also has a major effect on the revenue determination. The terms
choke, control and axial are used in different ways. With some
definitions, the market is much larger than with others. Here are some ways the
term is defined:
·
Flow path: Angle most important - if it is axial it is control, if it is angle
it is choke.
·
Trim: If one type of trim is used it is most suitable for choke, if
another it is for control.
·
Location: If it is extraction it is choke, if it is other applications it
is control.
·
Valve type: For some valve suppliers "choke" is just one of a number of
applications and not a type of valve.
With remote monitoring and IIoT evaluation of choke valve performance it is
important that the relevant decisive classification of applications, valve
types, and materials be clarified. This is an ongoing project. To
view the questions and present status click on: Choke
Valve Decision Guide
Power Industry Steam Valves
There are similarities and differences in the steam cycle valve requirements for
nuclear, ultra-supercritical coal, supercritical coal, and gas turbine combined
cycle plants. What sizes are required? What valve types are
recommended for each application What is the appropriate support (trunnion,
floating or a unique design)? What materials are best for base load and
rapid cycling applications? Power
Industry Steam Valves
Oil and Gas Gate Valves for greater than 5000 psi service
Subsea and shale applications are where one finds most of the gate valves with
requirements for greater than 5000 psi service. What are the specific
applications, gate valve designs, and materials which are best for each specific
application? This analysis is in the early stages. We have identified some
suppliers and their products and are asking them for comments. We welcome
input from all sources. Oil
and Gas Gate Valves Greater than 5000 psi Decision Guide
Rising Stem Ball Valves
Rising stem ball valves are used in the oil and gas industry as well as in
petrochemical plants. This analysis initially only has details on valves used
more switching molecular sievers. At this time there is only a partial
analysis suppliers. We need your input relative to additional
applications, additional suppliers, and input on valve sizes and cost.
Rising
Stem Ball Valves
Molecular Sieve Switching Valves
Many valves have been used on this service but few are performing as might be
wished. Three valve designs are usually found in molecular sieve unit switching
valve service: (1) metal-seated ball valves; (2) metal-seated, triple off-set
butterfly valves; and (3) metal-seated, non-contacting, rising stem ball valves.
Some rotary valve options such as the triple offset butterfly valves are
relatively inexpensive to purchase and may perform adequately in the near term.
Operators, however, have generally found them to be deficient in sealing
capability, expected service life and total cost of ownership. Process
disruption, high MRO expense and the inability to deliver a minimum of five
years of continuous service between planned shutdowns have all been persistent
negatives.
Historicallythe rising stem ball valve (RSBV) has been used in this application.
But the selection is complicated and depends to some extent on the severe
conditions existing. Zero-leakage carbide coated metal seated ball valves can be
a preferred option in particularly severe service.
With remote monitoring and IIOT evaluation of valve performance it is important
that the relevant decisive classification of applications, valve types, and
materials be clarified. This is an ongoing project. To view the
questions and present status click on: http://www.mcilvainecompany.com/Decision_Tree/subscriber/Severe_Service_Valve_04_14_16.pdf