Improving Limestone Scrubber Efficiency - True
Cost Investigation
Sessions:
Cycling Load, Dual Fuel Firing, and
Understanding Operating and Maintenance Savings
for Air Quality Control Systems
will be presented by Suzette Puski, Business
Development Manager,
Babcock Power Environment. This company
has a partner and its first wet FGD order in
India.
Exhibitors:
AECOM
has
a license from
Linde
to use ozone to capture NOx in FGD
scrubbers.
Boldrocchi supplies DSI systems.
Burns
& McDonnell participated in the India
SOx-NOx conference.
CECO
supplies FGD dampers.
Duechting supplies FGD pumps.
Emerson provides slurry level control
and automation.
Hamon
provides FGD systems.
Haynes provides alloys for scrubber
vessels and components.
Howden provides FGD exhaust fans and
oxidation blowers.
Southern Environmental supplies dry
scrubber systems.
Teledeyne Monitor Labs supplies FGD CEMS
as does
Thermo Fisher.
Wood has acquired the
Wheelabrator APC and wet FGD systems.
WSP
is a worldwide consultant on power plant
systems. We will be continually updating the
following
directory of attendees, exhibitors and
speakers who are interested in discussing dry
and wet FGD.
Issues to be discussed:
·
Limestone forced oxidation with gypsum vs. lime
natural oxidation and chemical fixation
·
Oxidation blower options
·
FGD recycle Pump True Costs (see separate
analysis)
·
Slurry level control for calcium sulfite
·
FGD chemistry and
emission control
·
Vacuum filter belts and filter options
U.S. and Indian FGD operators both are
interested in higher SO2 removal efficiency. In
the case of U.S. operators faced with operating
higher cost old plants the potential to cut pump
connected horsepower is appealing.
For Indian operators there is the
potential to reduce capital as well as operating
costs. Three options involve scrubber design.
scrubber chemicals, and optimization systems.
Relative to scrubber design there are the
following choices
-
A spray tower with
liquid flows as high as 100
gpm/1000 cfm and pressure loss
of 3-6” w.g
(MET, Doosan, and many
others)
-
A modified spray tower (MHPS)
-
A tray or rod deck scrubber with
flows less than 50
gpm/1000 cfm and pressure loss
of 6-8” “ w.g. (B&W)
-
A sump scrubber with no liquid
flow and pressure loss of 9-11”
w.g
Where there is enough fan capacity a tray or rod
deck can be added in a spray tower to increase
efficiency.
Another alternative is to use dibasic acid or
another chemical to enhance scrubber efficiency.
Some plants in Europe add lime during
periods when higher efficiency is needed.
India is moving forward with approximately
100,000 MW of FGD systems.
This will require 15-20
million of tons of limestone per year.
SHI-FW has conducted a study which shows
that because of the poor limestone a CFB
scrubber is the best choice for many plants
https://www.shi-fw.com/wp-content/uploads/2019/10/Show-me-the-money-SHI-FW-CFB-Boiler-Economics-Modern-Power-Systems.pdf
This analysis is based on a 300 MW plant with
0.6% sulfur. Limestone cost is 7 rs Crore /yr
($989,000) based on 5 tons per hour and a cost
of limestone at
1750 rs./ton ($ 24.50/ton) vs EPA cost
estimates based on $30/ton. The tons/MW = 134.7.
Scrubber additives can improve the economics
when using a poor quality limestone. One answer
is that if treatment chemicals
can be justified for a 0.6% sulfur coal,
they will be even more attractive for higher
sulfur coals.
Here is the CEA specification for Indian
Limestone.

Brad Buecker of Chemtreat has reviewed this
analysis and concludes
“With regard to the analysis, the CaO
range equates to a calcium carbonate (CaCO3)
range of 82 to 91 percent. A quick thought
suggests that this might be an excellent
application for ChemTreat’s DBA replacement
product. A general rule-of-thumb that I always
followed is that limestones with 94% or greater
CaCO3 concentration are usually quite
reactive (if ground properly). My gut
feeling says that the stones outlined in the
analysis could be significantly enhanced in
reactivity using our FGD1105 product.”
Brad wrote an article in
Power
Engineering earlier this month where he
provided further details: “Many plants do not
have access to such high-purity limestones. The
stone may contain a significant concentration of
dolomite (MgCO3∙CaCO3)
or inert materials that inhibit
reactivity. Thus, supplemental methods are
needed to boost the reactions. A common
method that has been used for years is addition
of dibasic acid (DBA) to scrubber process
streams, but new technology is improving upon
this chemistry. Dibasic acid is a generic
name for a blend of relatively short-chain
dicarboxylic acids (two COOH functional groups),
which add hydrogen ions (H+)
to help in the dissociation of limestone, and
then circulates through the process to continue
assisting with SO2-absorption
chemistry. However, the availability,
cost, and even efficiency of DBA have placed
limits on the chemical’s effectiveness. An
alternative is available that is much more
promising for wet FGD reactivity enhancement.”
Personnel at the Longview Power Plant in
Maidsville, West Virginia had faced constant
problems with handling and feeding DBA to the
wet-limestone scrubber of their 770 MW
supercritical steam generator. For
example, the product must be kept warm to
prevent solidification. Exacerbating the
issues were DBA delivery constraints, both from
a distance perspective and that the tank volume
had to be lowered to less than 10% before
introduction of a fresh load. Combined,
these factors affected scrubbing efficiency and
SO2 removal, the latter of which is a
critical aspect of scrubber operation.
Violation of discharge permits can result in
load restrictions or forced shutdowns.
Accordingly, the plant staff began full-scale
testing and then subsequent application of an
alternative, specially-formulated organic acid
blend with the product name of FGD1105 (patent
pending). Almost immediately upon chemical
addition, SO2 emissions dropped by
approximately 35% to 40%, such that even at full
load one of the scrubber’s five recycle pumps
could be, and was, removed from service.
Stack SO2 emissions only slightly
increased from 120 lb/hr to 200 lb/hr following
the pump reduction. This action alone reduced
auxiliary power consumption by 3 MW, at a
projected annual benefit of
approximately
$700,000. As a test, the plant staff
removed a second recycle pump from service and
found that SO2
removal was still more efficient than in the
period prior to the FGD1105 addition.
According to Chad Hufnagel, Longview’s Plant
Manager, the ability to operate with 3 recycle
pumps instead of 4 or 5 has provided
additionally flexibility for recycle pump
maintenance strategy, as well as offering
additional net revenue opportunity with improved
unit efficiency.
Therefore the cost saving is more than
$700,000/yr less the cost of the additive. There
are other questions to pursue such as changes to
wastewater treatment costs. This analysis is
based on a spray tower.
If a tray tower or rod deck scrubber is
used then the saving would have to be in fan
rather than pump horsepower. Another question to
be answered is the parasitic cost of power for
the average Indian plant vs that in the U.S.
The McIlvaine
Coal
Fired Power Plant Decisions has a number of
relevant papers. They include
INVISTA DBA Dibasic Acid - The McIlvaine Company
www.mcilvainecompany.com/Decision_Tree/subscriber/Tree/DescriptionTextLinks/Richard...
There are a number of suppliers of DBA around
the world. They include
-
Cathay Industrial Biotech
-
Palmary Chemical
-
Henan Junheng Industrial
Group Biotechnolog
-
Evonik
-
Invista
-
Zibo Guangtong Chemical
FGD Scrubber Monitoring and Control:
The use of the right chemicals is only part of
the true cost reduction. Monitoring and control
of parameters is equally important. The CEMS
system should be used for process monitoring. In
the case above the system could operate with 3,
4, or 5 pumps depending on the reactivity of the
limestone. However varying sulfur levels in the
incoming coal provide another variable.
If SO2 is measured prior to the scrubber
as well as at the stack the right balance
between efficiency and energy consumption can be
determined.
The measurement of liquids is also important.
Brad Buecker addressed this subject in an older
Power
Engineering article.
He pointed out that it is important to
constantly measure the alkalinity in the
scrubber module or modules, as too much
alkalinity will waste reagent while lean
alkalinity will impair SO2
removal. The technique universally employed in
wet scrubbers is pH monitoring. These
measurements must be continuous, with control of
reagent feed rates based upon the readings. For
the lab staff, grab-sample pH analyses are very
important to make sure that the in-line
probes/monitors are accurate.
The slurry circulating pumps can only handle so
much mass before electrical requirements are
exceeded. Like pH, scrubbers are equipped with
continuous density monitors, typically utilizing
radioactive detectors. Again, the lab staff
needs to monitor density on a grab sample basis
to ensure the accuracy of the continuous
instruments.
Control of solids chemistry offers interesting
challenges and is extremely critical to
operation. Experience has shown that operation
in either a completely oxidized state (no
calcium sulfite-sulfate hemihydrate in the
scrubbing slurry) or a completely un-oxidized
state (no gypsum in the slurry) minimizes
scaling in the scrubber. Scale buildups can be
extremely problematic, as deposit formation on
scrubber internals and subsequent gas flow
restrictions may cause unit de-rates and even
forced outages if gas flow is severely
restricted.
The technique that has proven itself very well
for scrubber solids analysis is thermogravimetry.
A thermogravimetric analyzer (TGA) is a
quantitative not a qualitative instrument, so
the operator needs to have a good idea of the
primary constituents in the sample before
analysis. If the sample compounds decompose at
distinct and separate temperatures, it becomes
easy to calculate the concentration of the
original materials. Wet-limestone scrubber
byproducts lend themselves well to this
technique.
https://www.power-eng.com/2008/07/01/properly-monitor-your-scrubber-chemistry/
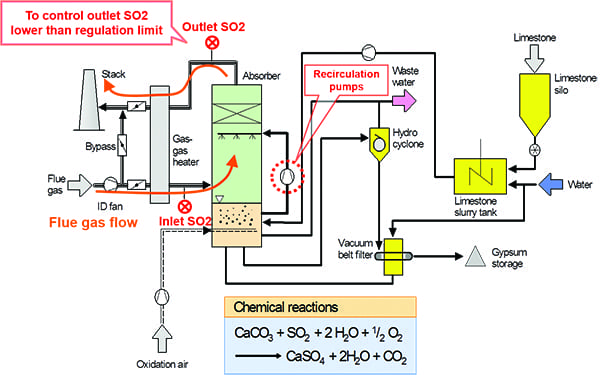
The plant can vary the number of pumps in
operation. An
optimization system enables the plant to
use the minimum number of pumps required to keep
the outlet SO2
lower than limits. This also reduces the amount
of limestone slurry required, but the major
contributor to cost savings is cutting energy
use by removing one or more recirculation pumps
from service based on the input SO2
value. One optimization system available was
described by
Toshihiko Fujii of
Yokogawa Electric Corp.
in a recent
Power
Magazine article.
FGD control is normally implemented by the
distributed control system through the
regulation of limestone slurry flow. The
limestone slurry flow is controlled based on the
pH value as measured by an analyzer installed in
the absorber. Typically, the pH value must be
controlled to ensure proper performance of the
desulfurization process in the absorber,
therefore the limestone slurry flow is
controlled to maintain the proper pH value. For
this control scheme, other indices such as the
FGD inlet and outlet SO2
are not used, and all recirculation pumps are
operated regardless of the inlet SO2
value, with slurry flow regulated by the control
valve.
The optimization system typically consists of
three functions: enhanced regulatory control,
model-based prediction, and process value
prediction. The system uses these three
functions to continuously determine the minimum
required number of recirculation pumps in
operation, and to calculate the setpoint for the
limestone slurry flow PID
(proportional-integral-derivative) control loop.
A 700-MW coal-fired power plant in Japan
implemented the optimization system. This plant
runs about 300 days per year at baseload and is
not in operation for the other 65 days of the
year. The energy savings realized by running
only the required number of recirculation pumps
was 12.4% of the unit’s total house load,
equating to about $900,000 in energy savings per
year based on market conditions in Japan.
Another benefit was reduced pump run times,
which resulted in lower pump maintenance costs
and extended pump life. A third benefit was less
limestone usage.
https://www.powermag.com/advanced-process-control-for-optimizing-flue-gas-desulfurization/?pagenum=1
Background Information in
FGD &DeNOx
Knowledge Network (Free To Power Plant
Operators)
There are thousands of relevant articles for
immediate retrieval.
You can click on specific aspects such as
DBA
2. DBA Increase
FGD Efficiency by Five Percent at AES Deepwater
... FGD
and DeNOx NEWSLETTER December 2004 No. 320 DBA Increase
FGD Efficiency by Five Percent at AES Deepwater
The use of organic diacids in wet limestone
scrubbers remarkably improves ...
3. DBA and
Mg Lime are Two Routes to 98 Percent SO2 Removal
... FGD
and DeNOx NEWSLETTER August 2006 No. 340 DBA and
Mg Lime are Two Routes to 98 Percent SO2 Removal
McIlvaine's "Hot Topic Hour" on July 13 ...
4. Pilot
Study Shows DBA Use
Impacts Biological Selenium Removal in FGD
Wastewater
... FGD
and DeNOx NEWSLETTER August 2008 No. 364 Pilot
Study Shows DBA Use
Impacts Biological Selenium Removal in FGD
Wastewater Staged biological treatment concepts
were developed by Enos Stover ...
\
5. Duke’s
Marshall Wet FGD is Up and Operating With Most
Goals Met
... .)
In the event of an unplanned spray pump outage,
organic acid (DBA)
will be injected into the system allowing the
required SO2 removal performance to be ...
There are 35 articles relevant to re-emissions
1. Nalco’s
Mer-Control 8034 Reduces Mercury Re-Emission from
Wet FGD Systems
... FGD
and DeNOx NEWSLETTER July 2012 No. 411 Nalco's
Mer-Control 8034 Reduces Mercury Re-Emission from
Wet FGD Systems Nalco's Mer-Control 8034 (a
poly-dithiocarbamate and a mercury chelating
compound ...
Terms matched: 1 - Score: 191 - 12
Jun 2018 - URL:
http://www.mcilvainecompany.com/fgddenox/subscriber/2012
2. Duke’s
Environmental Compliance Plan Includes SCR for
Cayuga 1, 2
... 535-MW
Unit 1 – SCR, DSI, ACI, arsenic mitigation
system, mercury re-emission chemical injection
system. 535-MW Unit 2 – SCR, DSI, ACI, arsenic ...
3. Over
90 Percent Hg Removal by Wet FGD and SCR at Mt.
Storm
... W
injects a liquid sodium hydrosulfide reagent
into the wet FGD slurry to eliminate
mercury re-emission. During the first phase of
testing, the focus was on analyzing the
potential ...
4. temp.htm
![]()