GAS TURBINE & RECIPROCATING ENGINE
DECISIONS UPDATE
March 2018
Table of Contents
Deep Knowledge within Analytics is key to
successful IIoT implementation in a Power Plant
Optimization of Emissions Treatment
Chemicals with Seeq Corp. Data Analytics
Data Analytics is a Major
Subject in the Monthly IIoT Webinars
In the next two articles Emerson
and Seeq address the need for
subject matter expertise to make data analytics valuable. Emerson talks about
“deep equipment knowledge.” Seeq
talks about supplying the “brawn” but needing the client “brain” input.
Relative to deep equipment knowledge, there is general agreement that the
industry is losing its most experienced experts at an alarming rate. Relative to
the the client “brain”, the industry is characterized by silos in part caused by
an avalanche of new information which is impossible to assimilate. Data
analytics will rapidly increase the size of the avalanche.
The McIlvaine Company was formed 44 years ago on the premise that knowledge
systems would provide a valuable tool to capture the wisdom of the experts and
ensure that their contribution would not end with their retirement. Over the
years the number of available knowledge systems has expanded. The term
“decisions” has replaced “knowledge” to indicate the action potential.
All the data analytics pyramids are topped with “wisdom”. The McIlvaine Decision
Systems are an integral part of the broader Industrial Internet of Wisdom
(IIoW). These systems can be used by the new hires to help them become subject
matter experts (SME’s). The top level SME’s can lead and leverage the Decision
Systems to become subject matter ultra-experts (SMUE’s). Those suppliers of data
analytics software can use the Decision Systems to help their clients make
better choices rather than just rely entirely on the client input. More details
are found at
Navigating the Sea Change in the Combust, Flow and Treat Markets.
Deep Knowledge
within Analytics is key to successful IIoT implementation in a Power Plant
IoT and automation helps plants remain competitive by improving their
performance in many areas including: reduced outages, extended life of
equipment, reduced maintenance costs, improved heat-rate, reduced emissions,
reduced HS&E incidents, improved response time and enhanced productivity.
This is achieved through digital transformation of how the plant is run and
maintained, using outcome-focused service strategies based on external connected
services for equipment condition monitoring and maintenance management, which in
turn is based on automatic data collection and analysis, and ultimately on a
digital ecosystem.
Predictive analytics software helps in the interpretation of data streaming in
from equipment sensors to diagnose signs of trouble early. This analytics
software must be easy for reliability engineers and maintenance technicians to
use. Simple apps should warn them if there is a potential problem with pumps,
gearboxes, cooling towers, compressors, blowers, heat exchangers, fans and
air-cooled heat exchangers with plain-text, actionable information. To get this
level of ease-of-use, plants use specialized equipment analytics apps rather
than generic data analytics tools. At the highest level, the analytics app
displays equipment health as a simple dashboard, allowing the user to drill down
into details.
Deep equipment knowledge is contained within the analytics to predict specific
equipment problems. The apps perform real-time analytics on multiple variables
such as vibration, temperature and pressure as the data is coming in from the
sensors.
Analytics pick up developing trends, instability and changes in background noise
in real-time in the early stages, thus predicting failure and fouling. This
gives maintenance a chance to schedule service in advance, and if the problem is
caused by operations, they can make changes to prevent it from getting worse.
In the case of a pump, issues like developing strainer blockage, bearing
failure, mechanical seal failure and pre-cavitation are presented as
easy-to-understand plain text. Engineers need not have data analytics skills to
interpret the data because the diagnostics are descriptive and actionable.
'Pre-cavitation' tells personnel there probably is a blockage, so they will
check for closed upstream and downstream valves or a plugged strainer.
The full text of this analysis by Jonas Berge, Director of Applied Technology at
Emerson Automation Solutions is found at
http://www.powerengineeringint.com/articles/print/volume-25/issue-8/features/fleet-management-and-the-iiot.html
Optimization of Emissions
Treatment Chemicals with Seeq Corp. Data Analytics
A large coal-fired power generation facility located in the Western U.S. faced a
difficult task. Like most such plants, the facility was required to control its
emissions, such as sulfur in the form of SOx, nitrogen in the form of
NOx, mercury (Hg), and various carbon compounds. A facility of this
type typically reduces emissions through a combination of capital investments
(such as a scrubber, selective catalytic reduction [SCR] system, and fabric
filter) and ongoing material costs (such as lime, NH3, specialty
scavengers, and oxidizers)—as well as catalyst beds, filters, and sludge
disposal.
Units often over treat flue gas in order to ensure compliance, but this
increases mitigant costs, and can result in reliability/longevity issues,
contributing to high maintenance costs or even downtime. For example, some Hg
mitigants are corrosive, and NH3 degrades the SCR catalyst, resulting
in higher maintenance costs.
In this particular case, the plant was working in collaboration with its
chemical vendor to control Hg using a new additive, calcium bromide, in place of
activated carbon injection in the exhaust stream. The liquid calcium bromide was
added to the raw coal before processing. Before the application of data
analytics, the approach was to overfeed chemicals to ensure compliance, then to
make conservative manual reductions to the application rate over a period of
months and observe how emissions results were affected.
The plant received about five 400-gallon totes of calcium bromide per month, a
total of about 20,000 pounds, at a cost of about $37,000 total. The additive was
applied to the raw coal via a small pump mounted on a temporary skid.
The plant had a conservative internal average target value of 1.0 μg/m3 Hg
in the emissions. When the plant was at full capacity, which was the preference,
Hg hovered at or just above 1.0. When the plant was operating at medium and low
output, the Hg emissions dipped down as low as 0.1.
Ideally, additive use would be adjusted at lower loads to the exact amount
required, cutting the amount spent on the additive, and reducing the negative
effect on mechanical integrity resulting from over-application of additive. This
was not possible with the then-current system, because the additive feed rate
was continuously adjusted per a linear relationship with coal feed rate, even
though the effect of the additive on Hg levels in the stack was non-linear.
There was also a lag time between the addition of the additive and the effect on
Hg levels, further complicating feed rate control. The problem wasn’t a big
issue at the time, but was likely to become more troublesome in the future
because the plant anticipated medium- and low-output conditions would occur more
frequently.
If the plant could save just one tote of chemical per month, it would equate to
about $7,500 per month, or approximately $90,000 per year, in savings.
Furthermore, the plant expected to conduct further optimization of the
additive-emissions curve relationship for even finer tuning at medium- and
low-load operations.
Some key questions required answering in order to optimize additive feed rate.
The questions were:
Does the pump feed rate zero when the curve (coal rate versus additive feed
rate) goes below zero for chemical rate, or was a minimum rate maintained?
Should the pump be calibrated with a non-linear curve, or with separate
linear curves for different regions of operations?
Was there a better way to optimize feed rate?
To answer the questions, data analytic steps were taken in a collaborative
effort between plant and Seeq personnel. Seeq data analytics software was
applied to data residing in the plant’s Ovation control system, just one of the
many data sources for which Seeq provides direct connection.
The first step was to build a chemical addition pump-setting signal in gallons
per hour, based on a linear relationship with the coal feed. This showed how
well the pump settings performed based on what was learned in the data analysis,
with the aim being optimization of the pump-curve relationship. Different
conditions were created for the various chemical addition test periods as the
pump settings were tweaked, and the results were spliced together over time,
using the Splice function in the software.
Next, the power generation signal was queued up and the Value Search tool was
applied to identify high-, medium-, and low-load conditions. Also using Value
Search, conditions were identified when Hg was less than the 1.0 target.
The team then created composite conditions identifying when the chemical
addition could be more tightly controlled. In this case, that was when the plant
was at medium or low load, and stack Hg emissions were less than 1.0. Plant
personnel were then able to quantify how much chemical was overfed to the system
during medium- or low-load periods.
A ratio of the actual Hg emissions to the target was created, and then the
percent difference was applied to the treatment chemical rate. In other words,
if Hg was 30% lower than target, the assumption was that the chemical was being
overfed by 30%. The final step was to aggregate and normalize the total volume
of wasted Hg mitigant chemical during the target condition periods, totalized
over various time periods at different pump settings when the chemical was being
overfed.
The results were telling. Calculating the gallons of excess chemical fed during
overtreatment periods showed that changes made to the pump setting reduced the
over-application of chemical during medium-load condition rates by 50%. The
plant expected to dip down into medium and low rates more in the future, so
these chemical application rate optimizations were expected to become more
valuable
The full article by Michael Risse of Seeq is found at
http://www.powermag.com/using-data-analytics-to-improve-operations-and-maintenance/?pagenum=4
Data Analytics is a Major Subject
in the Monthly IIoT Webinars
In conjunction with
N031 Industrial IOT and Remote O&M,
McIlvaine has conducted and recorded more than 15 webinars. Many are
industry-focused. Some are product-focused. Data Analytics is addressed in most
of them. Even if you are not a subscriber you can view and listen to the
recordings from links at
http://home.mcilvainecompany.com/index.php/component/content/article/28-energy/675-hot-topic-hour-info#weekly
There are more than 1,000 individual slide titles. Using “Find” one can see the following displays for Seeq:
|
Seeq is the Google of Industrial Process Data |
|
Seeq Harnessing the Power of Available Data |
|
Seeq - Choose the Right Data Management and Visualization Components |
|
Seeq Interactive, Visual Tools to Analyze Industrial Process Data |
Here are the slide titles in the presentation in our data analytics session by
Scott Affelt of
XMPlR.
|
DAT |
1 |
Key Opportunities for Data Analytics |
|
|
DAT |
2 |
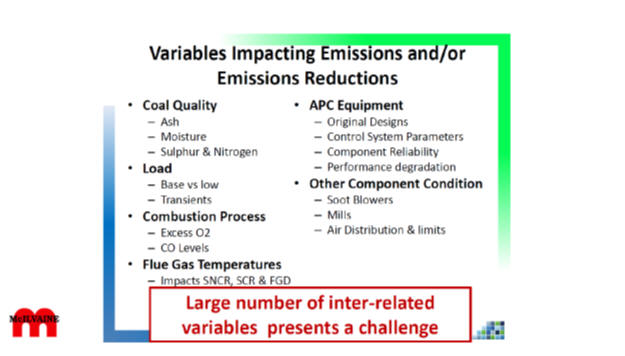
Variables Impacting Emissions and/or Emissions Reductions |
|
|
DAT |
3 |
Approaches to Data Analytics |
|
|
DAT |
4 |
Areas to Apply Data Analytics |
|
|
DAT |
5 |
Opposing Variables Makes it a Challenge |
|
|
DAT |
6 |
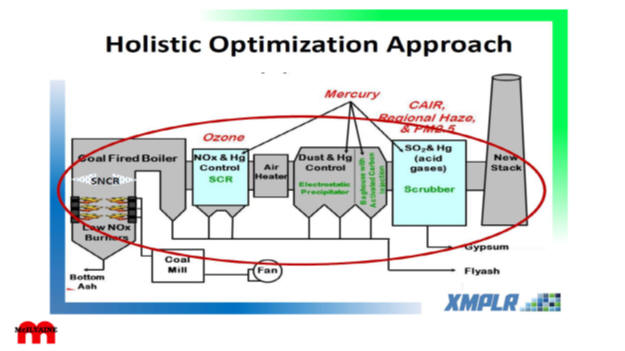
Holistic Optimization Approach |
|
|
DAT |
7 |
Analytic Approaches
(Experienced-based Models0 |
|
|
DAT |
8 |
Analytic Approaches (Data-based Models) |
|
|
DAT |
9 |
Analytic Approaches (Physics-based Models) |
|
|
DAT |
10 |
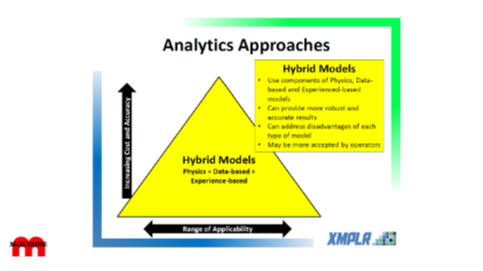
Analytics Approaches (Hybrid Models) |
Scott lists the many variables impacting emission reduction which are
inter-related and present a challenge.
Scott lists the many variables impacting emission reduction which are
inter-related and present a challenge.
In addition to these variables you have variables requiring what Jonas Berge
calls the “deep equipment knowledge.” This extends to both control and on/off
valves, pumps, filters, scrubbers, and conveyors. There are also instrumentation
variables and variables in the consumables such as lime, limestone, activated
carbon and other treatment chemicals including those added to the scrubber to
prevent mercury re-emissions.
Scott discusses the holistic optimization approach which includes potentially
multiple injection points for mercury reduction chemicals.
In his final slide, Scott recommends a hybrid analytic model which includes the
three approaches: physics, data-based and experienced-based.
The experience approach needs to take into account the wisdom of the many rather
than the few. There are more than 2,000 large scale power plant air
pollution control systems, which are gaining useful experience. GE states that a
big advantage of its Predix system is the experience on 40,000 turbines.
McIlvaine
44I Coal Fired Power Plant Decisions
has decision systems on each major component and process. It includes case
histories and webinars. The subject matter expert who participates in these
systems can become a subject matter ultra-expert.
Process Innovation. BHE Energy has access to a complete McIlvaine Decision System for all their coal, gas, wind, and hydro plants as well as their compressor stations. 4S01 Berkshire Hathaway Energy Supplier and Utility Connect. EPA originally rejected the Utah regional haze plan which forced BHE to consider a $700 million modification to reduce NOx control. The only available option was adding SCR with 80% reduction even though the required NOx reduction was modest. SNCR would only make a 30% reduction and more was needed. There were no ready “solutions.” So McIlvaine conducted 9 hours of webinars with 80 participants including Siemens, Emerson, GE, Doosan, AECOM and many equipment and consumables suppliers. The result of these discussions was what BHE labeled the “wisdom of the crowd.” A number of minor investments including ozone injection into the scrubber would comfortably meet the new reduction requirement. The ozone injection had been used in the refining industry but not in coal-fired power plants.
Component Innovation. Stewart Nicholson of Primex has been a pioneer in the
development of dry scrubber technology for coal-fired boilers. He was
instrumental in forming a Dry Scrubbers Users Group and encouraging the
sharing of information among power plants. At the recent annual meeting
there were presentations by several NAES people on the use of dry scrubbers
at two of their plants. These plants use OSIsoft process management systems
with Primex acting as the subject matter expert and continually monitoring
component performance. In several cases, Primex has recommended innovative
improvements in component design and even secured a patent on one
improvement which it has licensed to component manufacturers.
McIlvaine has a dry scrubber Decision Guide and is addressing the challenge of
creating many SMUEs with the high achievement level obtained by Primex. For
example, there have been improvements in the use of Fujikin valves to provide
the critical slurry control. A Decision System on just these types of slurry
valves for this and similar applications will help develop valve SMUES. New
technology, such as catalytic filters, needs to be assessed and warrants its own
Decision Guide. There is a separate user group, dry injection of hydrated lime.
B&W has created a hybrid using DSI and conventional dry scrubbing. So the wisdom
of DSI for SO3
reduction can be utilized in the hybrid system.
The Industrial Internet of Wisdom will be invaluable in empowering IIoT and data
analytics. Seeq and other software vendors can help component suppliers
develop wisdom around gateway systems which link to the larger cloud-based
systems.
Schneider Electric Triconex
hacked at an Industrial Plant
Operations of a plant were halted by a cyber attack by hackers likely working
for a national government. The attack targeted Triconex industrial safety
technology from Schneider Electric SE.
Schneider, as well as cyber security company FireEye, confirmed the attack but
did not identify the victim, industry or location of the attack. Security
company Dragos said the target was somewhere in the Middle East, while CyberX
said the victim was in Saudi Arabia. Schneider issued a security alert to users
of Triconex, which Reuters said is widely used by the energy industry.
“While evidence suggests this was an isolated incident and not due to a
vulnerability in the Triconex system or its program code, we continue to
investigate whether there are additional attack vectors,” the alert said.
The attack is believed to be the first report of a safety system breach at an
industrial plant by hackers. Reuters noted a safety system breach could
allow hackers to attack other parts of an industrial plant and prevent operators
from detecting the hack.
In the incident reported by Schneider and FireEye, hackers used malware called
Triton to take control of a workstation, then worked to reprogram controllers
used to identify safety issues. Operators noticed the attack when some
controllers entered a failsafe mode and caused related processes to shut down.
FireEye said the shutdown was an accident as hackers were probing the system to
see how it worked and learn how to modify safety features.
Schneider is now working with the U.S. Department of Homeland Security to
investigate the attack.
Triton is now the third type of malware known to disrupt industrial processes.
Stuxnet was used in 2010 to attack Iran’s nuclear program, while Crash Override,
otherwise known as Industroyer, was discovered in 2016 in an attack that brought
down power in the Ukraine.
At the
Steam Generator (HRSG) Forum, March
5-7 in Houston, Daniel Azukas of Sargent & Lundy presented Remaining Useful
Life Assessment of HRSGs, a paper co-authored by Marc Lemmons and Raj
Gaikwad, also of Sargent & Lundy, and Rodger Zawodniak and Kelly Harrell of
Associated Electric Cooperative. This paper summarizes various historical
damaging mechanisms encountered in older HRSGs and how the power industry has
optimized design and/or operations and maintenance practices to prolong the life
of these components. The paper presents a case study assessing the Chouteau,
Dell, and St. Francis HRSGs, which were built in the early 2000s. The paper
benchmarks performance against peer averages and assesses operations,
inspections, and equipment for each HRSG.
Evolving Automation for Combined Cycle Units
This presentation by Jim Nyenhuis of Emerson
was presented at the HRSG Forum this week and covered advances in automation.
As power markets and regulations continue to
evolve and sort themselves out, the nature of combined cycle plant operations
must remain flexible in responding to these changes. This flexibility must come
with a minimized impact on plant equipment and operations. This presentation
provides an overview of the evolving nature of process automation to address
specific control challenges being faced by the combined cycle fleet today.
Experience from the field is showing that advanced controls can provide better
performance with issues such as undersized, worn out or leaking field equipment,
issues with non-linear process responses associated with inadequate actuation or
ill-suited valve trim characteristics and process disturbances with longer time
delays such as steam attemperation or NOx injection for SCR’s. This
presentation will focus on areas within the combined cycle process where
limitations in conventional control applications can exist and how advanced
control capabilities are addressing some of these limitations. Also being
discussed will be current developments in automation technology which are making
the use of advanced control capabilities more approachable and sustainable at
the site level along with specific examples of benefits from ongoing
commissioning of these types of control strategies in the field.
Why does FAC Continue to be the Number One Problem in HRSGs?
This presentation by Barry Dooley of
Structural Integrity was presented at the HRSG Forum this week and covered
causes of FAC
Flow Accelerated Corrosion (FAC) has been the
leading cause of HRSG tube/pipe failures for many years and has caused a number
of fatalities in the power generation industry. The causes of FAC, the methods
to detect and monitor the presence of active FAC in the HRSG, and the corrective
actions effective in preventing FAC were clearly identified over 10 years ago.
Countless technical papers, magazine articles and conference presentations have
been published and presented on FAC, yet it continues to be the leading cause of
HRSG tube/pipe failures. This presentation will explore why this is the case and
how to reverse this unfortunate and dangerous trend.
EUEC had Lots of Good Gas
Turbine Papers
EUEC was held in San Diego from March 5-7. There were 400 papers presented to
some 2,000 attendees. Some of the valuable papers are listed below. They are
available for sale by contacting
http://www.euec.com/
McIlvaine Company
Northfield, IL 60093-2743
Tel:
847-784-0012; Fax:
847-784-0061
E-mail:
editor@mcilvainecompany.com
Web site:
www.mcilvainecompany.com