GAS TURBINE & RECIPROCATING ENGINE
DECISIONS UPDATE
October 19, 2016
McIlvaine Company
TABLE OF
CONTENTS
Internally
insulated Exhaust Ductwork Minimizes Stress
InsulTech
furnished Thermal Insulation Blanket Kits for Ashkelon and Bis Energi
JM
Insulation used at Newark Energy Center
AAF
introduces New Cooling System
Hoosier
Energy uses Jenbacher Engines for Landfill Gas-to-Electricity Project
Condensate Filter Selection is impacted by Air Cooled Condensers
Graver is
a Leading Supplier of Condensate Filters
GE builds
World’s First Utility-Scale Battery/Gas Turbine Hybrid for SCE
David Clarida, Integrity Power Solutions LLC writing in
Combined Cycle Journal (CCJ) in 2009
stressed the importance of proper insulation in gas turbine exhaust ductwork.
Arrangement of the insulating system has evolved over time.
Today’s offerings are much improved over those available only a few years ago,
assuring users of longer operating lifetimes and a higher degree of personnel
safety.
Externally insulated exhaust duct systems still are in
service on some legacy engines. For the purpose of personnel protection, this
type of system may keep high temperatures from reaching the external cladding.
However, the structural shell plant is prone to degradation and cracking because
of direct exposure to exhaust temperature. Units that start daily usually are at
greatest risk because thermal cycling accelerates the degradation process.
Internal insulation of exhaust ducts improves reliability
and longevity by preventing direct exposure of the structural shell to exhaust
gas temperatures. The challenge presented by this type of system is designing
the insulation barrier to maintain its integrity and effectiveness during both
base-load and cycling operation.
An internal “floating” liner design meets these
requirements. Use of insulation pans (steel plans filled with insulation) does
not provide the same level of protection and may actually allow direct exposure
of the shell plate to the hot gases.
The floating-liner design consists of metal sheets that are
secured, but not fastened, atop insulation compressed to an optimum density
between the liner plates and the outer shell plate. Thus the liner is free to
expand and contract throughout the various stages of operation.
The compressed insulation used today can withstand very
high temperatures and is tight-fitting to minimize the potential for open spots
where the hot gas can contact the outer walls of the ductwork. This is a great
improvement over the mineral wool formerly used, which would break down and lose
its insulating quality over time because of heat and turbulence.
Liner sheets are installed with a “scaled” effect that
allows any liquids present within the exhaust to exit via a drain. This reduces
the potential for water damage to the insulation and “slumping” of the material,
which can cause the insulation to rot and gases to leak by and damage the shell.
In sum, modern exhaust systems are characterized by
internally insulated ductwork, which minimizes stresses from high thermal
gradients. The external gas-tight casing plate is maintained at temperatures
only slightly above ambient, virtually eliminating problems caused by thermal
expansion/contraction. The floating liner eliminates stresses inside the
ductwork.
The Dorad power station is a power station in Ashkelon,
Israel. It is a combined cycle power station powered by natural gas. Dorad is
the second largest independent power station in the country. It can generate up
to a total of 840 megawatts of electricity, which is sold to the IEC and to
large industrial/institutional customers through the IEC’s distribution grid.
The plant features twelve General Electric LM6000-PC Sprint
48MW gas turbines arranged in two blocks of six turbines each, with each block
connected to a 140MW combined cycle steam turbine manufactured by Škoda Power.
The gas turbines’ operation is enhanced through the injection of ultra-purified
water supplied from the adjacent Ashkelon desalinization plant, one of the
largest of its kind in the world. InsulTech provided the thermal insulation
blanket kits for all gas turbine packages at this site.
Bis Enerji’s expanded its plant in Bursa, a heavily
industrialized city in northwest Turkey and center of the country’s automotive
industry, by adding a 48-megawatt (MW) LM6000-PC Sprint aeroderivative gas
turbine already features and associated steam generator. The expansion increased
the cogeneration plant’s installed capacity from 410 MW to 495 MW, or enough to
power approximately 200,000 more Turkish households. n addition to the
expansion, the plant also has six
GE aeroderivative gas turbines, one GE 6B heavy-duty gas turbine and two GE
steam turbines, with all gas turbines fueled by natural gas. InsulTech supported
this expansion by providing thermal and acoustic insulation for the latest
phase.
The Newark Energy Center gas-fired power plant in Newark,
NJ uses GE gas turbine technology to supply electricity to more than 700,000
homes.
The project had an aggressive construction schedule and
several specific insulation requirements for the pipe and vessel application.
The insulation had to provide high-compressive strength, optimize corrosion
defense, be readily available and cost-effective. As one of the only insulations
available that meets all four criteria, JM Thermo-12® Gold became the
primary product of choice. Thermo-12 Gold not only has exceptional compressive
strength, but it inhibits CUI with the proprietary XOX™ chemical
package and can handle high impact, high temperatures and high humidity with
ease.
Engineer: SNC-Lavalan
Contractor:
Atlantic Plant Services
Distributor:
Insulation Materials Corp.
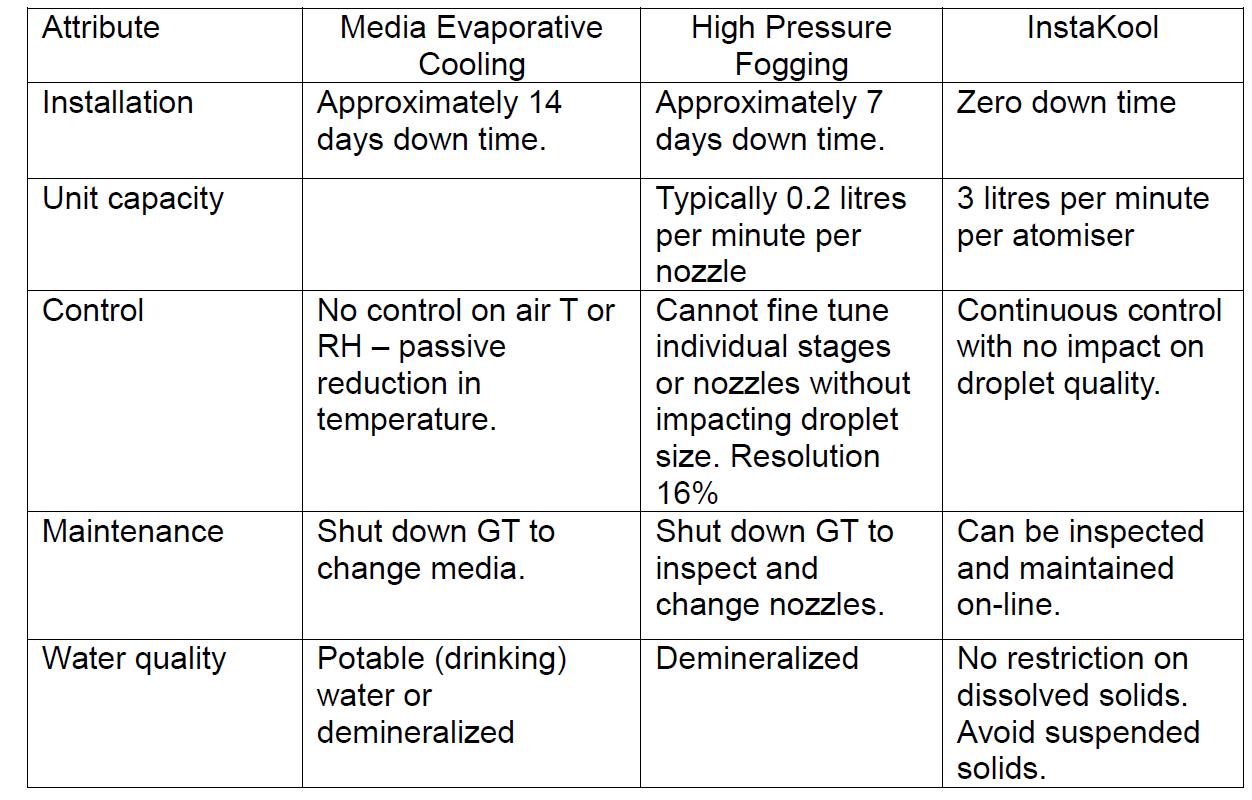
A gas turbine inlet cooling system has been developed which
can be installed quickly with minimal disruption to operation, and which
provides a fast response to the changing dynamics of gas turbine power
generation and gas transmission. The concept involves the installation of high
capacity rotary atomisers on the dirty air side of filters with a rigorous
control system which provides fine tuning of downstream temperature while
ensuring that filter differential pressure is not adversely affected by the
cooling process.
InstaKool provides adiabatic cooling by the introduction of
a fine mist into the air stream, ahead of the final filters. The mist delivery
device is a high capacity rotary atomiser which only requires low pressure
water. Varying the atomiser water flow rate does not affect the water droplet
particle size distribution, which allows the system to be finely controlled from
zero to 100% water flow.
InstaKool Comparison
Utility company Hoosier Energy has started up its latest
landfill methane generation facility at the Advance Disposal landfill located in
Davis Junction, IL. The Orchard Hills Generation Station is powered by six GE
620 Jenbacher reciprocating engines, each producing 2.7 MW of electric power.
The new plant is Hoosier Energy’s third landfill methane
generation facility. The company operates a 4 MW gas plant in southern Indiana
and a 15 MW landfill gas facility at a landfill owned and operated by Republic
Services near Pontiac, IL. The utility says it plans to add more renewable
energy resources over the next few years.
“Orchard Hills plays an important role for renewable energy
in Hoosier Energy’s future, along with continued reliance on coal and natural
gas,” said Rob Horton, Hoosier Energy’s vice president of Power Production for
Hoosier Energy. “We look forward to producing a lot of renewable energy here for
many years to come.”
The potential for solids contamination of condensate increases when air cooled
condensers rather than wet cooling towers are used.
Gary Hoffman – PacifiCorp and Pat Caton – AEC Power Flow presented information
on their selection of a filter for full flow condensate filtration at the
3rd Air-Cooled Condenser User Group
Meeting on September 20, 2011.
In 2011 after
33 years of service, the air-cooled condenser was replaced. High turbine
back-pressure due to severe in-leakage provided adequate justification for
replacement. (18,000+ MW/hr. lost in 2010 due to high ambient temperatures).
Before
Replacement:
-
Air
in-leakage pegs the meter (> 30 scfm)
-
Always
running with both air ejectors in service
-
Condensate pump discharge dissolved oxygen often > 200 ppb, almost always > 100
ppb
After
Replacement:
-
Air
in-leakage @ 9 scfm with one ejector in service
• (Note:
steam duct from LP turbine to the ACC was not replaced with the ACC.
Several expansion joints on the line supplying the ACC are likely leaking)
-
Condensate pump discharge dissolved oxygen most always less than 100 ppb and
often less than 40 ppb – still a major concern!
Experience at
Currant Creek plant (Mona, UT) was negative relative to string wound filters.
-
178
string-wound Cuno filters
-
In
service for 1 year with no real increase in pressure drop. This suggests
significant bypassing with string-wound filter.
-
Filters always in service
-
1,000
ppm chromium on filtrate analysis
-
Normal
air in-leakage at 30 acfm
So the
decision was to choose a high efficiency filter. Pall high flow filters were
selected.
Vessel design
code: ASME VIII DIV 1 “U” STAMP
– Flow rate:
5,500 gpm
– Operating
pressure: 450 psig
– Filtration:
Beta X(c) = 5,000
– Calculated
clean element pressure drop: 0.608 psig
– Calculated
vessel pressure drop: < 5 psig
– Bypass
automatically opens at a pressure drop of 50 psig
– Installed
downstream of condensate pump and upstream of 5th point feedwater heater
(1st LP heater).
Condensate
filtration package consists of 1 vessel with 19 pleated filter elements,
isolation valves, by-pass piping w/isolation valve, drain valves, DP transmitter
and NEMA 4 control panel. All components are mounted on a structural steel
frame.
– Vessel
inlet and outlet port isolation valves are butterfly valves with a manual
handwheel / gearbox operator. These valves are used for positive isolation of
the vessel from the condensate system when element changeout is required.
– Isolation
valve in the by-pass loop is also a butterfly valve with a pneumatic actuated,
spring return operator. The operator uses a solenoid valve for pilot control of
the main actuator piston. The solenoid valve receives an output signal from a
PLC in the control panel, based on an input signal from the differential
pressure transmitter.
– The by-pass
loop is included to provide uninterrupted flow when elements need to be changed.
By-pass loop can handle full system flow. No operator intervention is required
to move into the by-pass mode. At Wyodak, the switchover to bypass mode happens
at 50 psid across the filter. Local alarming is available to alert operations of
the need to change filters.
The
conclusions were that:
–
Filter
installation has been very effective at removing suspended iron.
–
Additional testing is recommended to quantify current iron transport.
–
Better
removal is available with 10μ or 6μ filter; however, the cost of element
replacement suggests using 20μ elements
This system
has now been operating for five years. We do not have any updates and would seek
to find out about the latest experience? Are the 20 micron rated filters still
considered to be the best economic choice? We are seeking additional input from
the authors and Pall and 3M Cuno.
We are also
seeking input from other condensate filter suppliers such as Graver.
Here are
general answers displayed on the Graver website:
Q1. Why do Combined Cycle Gas Turbine (CCGT) units need condensate filters or
polishers?
CCGT units are cycled frequently based on demand. A condensate filtration or
polishing system allows the steam chemistry limits, as specified by the HRSG
supplier, to be reached faster and thereby reducing the time required to reach
full power.
Q2. Does condensate from Air Cooled Condensing Systems need to be treated?
Yes, return condensate from ACC’s contain high levels of iron at start-up that
needs to be removed.
Q3. What makes condensate filters and polishers economical?
Condensate treatment reduces HRSG blowdown resulting in the saving of heat and
reduction of water losses and thereby reducing make up requirements. This in
turn, helps in the of the maintaining steam cycle chemistry and thus reduces the
need for tube cleaning. Condensate filtration and polishing help in the
achieving steam purity faster resulting in full power output much quicker.
Q4. Are there guidelines for iron levels recommended by HRSG drum boiler
manufacturers?
Yes, typically iron as Fe should be < 20 ppb at condensate pump discharge.
Q5. What levels of iron can be expected in return condensate from ACC’s?
50-1,000 ppb with higher levels of iron during start-up.
Q6. What are the different options available for the treatment of condensate?
Condensate filtration with disposable or back-washable septa, condensate filter
demineralizers and condensate polishing. Each have their advantages and
disadvantage.
Q7. What is a condensate filter-demineralizer?
A condensate filter demineralizer combines both filtration and ion exchange
demineralization in a single vessel. The process is more known as “Powdex®”
or powered ion exchange resin.
Q8. Can a condensate filter demineralizer function only as a condensate filter?
Yes, a Powdex® system equipped with Dualguard septa can function as a
standalone filter. This is typically done at start-up for crud removal.
Q9. Is an ammonium form premix resin available?
Yes, and in different cation to anion ratios. For additional information check
out the different resins at Graver Technologies’ website – Powdex
Premix 22N and Powdex
Premix 42N ion exchange resins
Q10. Can I control my boiler feed water chemistry utilizing condensate
polishing?
Yes. Condensate treatment options can be selected to coordinate with boiler
water chemistry targets.
Graver has over 65 years of application experience with
condensate polishing Graver is the largest condensate system supplier in the
world with hundreds of installations over the past sixty years and over 40
patents covering various aspects of condensate polishing technology.
Graver’s TurboGuard® High Flow Filter is
designed specifically for use in condensate streams or other critical utility
applications where substantial dirt holding and CRUD removal properties are
essential. TurboGuard High Flow Filters are available in a variety of retention
ratings, lengths and gasket materials to meet the specific needs.

General Electric is
integrating a utility-scale battery storage system with an existing gas turbine
for Southern California Edison (SCE) to help the utility be more efficient and
use less gas amid severe shortages of gas supplies in the region.
The LM6000 EGT Hybrid integrates
a 10 MW battery energy storage system and an existing GE LM6000 aeroderivative
gas turbine with control system upgrades. The system will allow the turbine to
operate in standby mode without using fuel and enable immediate response to
changing energy dispatch needs. By eliminating the need to constantly run the
turbines at minimum loads to maintain spinning reserves, the LM6000 Hybrid EGT
will save fuel, reduce maintenance costs and cut down on greenhouse gas
emissions.
“As a team, we worked together to
quickly provide a complete scope of the challenge and find a solution in a very
short time frame,” said Eric Gebhardt, chief platforms and operations officer
for GE’s Current subsidiary. “Now we can bring this same technology to other GE
gas turbine customers around the world.”
It is not immediately clear what
other utilities might be in the market for this type of a system. The gas
shortage due to lack of supplies at the nearby Aliso Canyon gas processing
facility makes the situation in Southern California unique. However, European
utilities might be interested in this type of solution in countries like
Germany, where they are looking to maximize the value of existing fossil fuel
generators for grid services.
SCE’s battery energy storage
system is expected to be installed and operational by the end of 2016, and the
updated and integrated turbine controls are scheduled to be operational in early
2017.
McIlvaine Company
Northfield, IL 60093-2743
Tel:
847-784-0012; Fax:
847-784-0061
E-mail:
editor@mcilvainecompany.com
Web site:
www.mcilvainecompany.com